













В производственном процессе «УЗСК» отводит особую роль контролю качества выпускаемой продукции, т.к. наша цель — производство емкостного оборудования, резервуаров, фильтров, компенсаторов, баков, клапанов и др. на уровне обеспечивающим гарантированную приемку заказчиком в Артеме, долговечную эксплуатацию поставленного оборудования .
Опираясь на данные требования мы проводим строгий контроль качества на всех стадиях производственного процесса -от этапа получения металлопроката до выпуска готовых изделий. Данная работа выполняется отделом технического контроля (ОТК), с привлечением конструкторского надзора.
ОТК «УЗСК» включает в свой состав Лабораторию разрушающего и неразрушающего контроля оснащенную современным диагностическим оборудованием, что дает возможность осуществлять контроль качества материала и комплектующих , что в свою очередь исключает попадание материалов с тем или иным дефектом в производство.
ОТК проводит проверку качества материалов:
при проведении входного контроля материалов для производства;
при проведении контроля качества произведенного оборудования или емкостей перед отправкой клиенту;
при инвентаризации складских запасов;
в момент проведения мониторинга с целью повышения качества производимого оборудования.
Специалисты лаборатории, отдела технического контроля, аттестованы на право проведения испытаний при производстве оборудования, регулярно повышают свою квалификацию, обучаясь новым методам диагностики.
ОТК «УЗСК» в Артеме используют следующие методы контроля качества изделий:
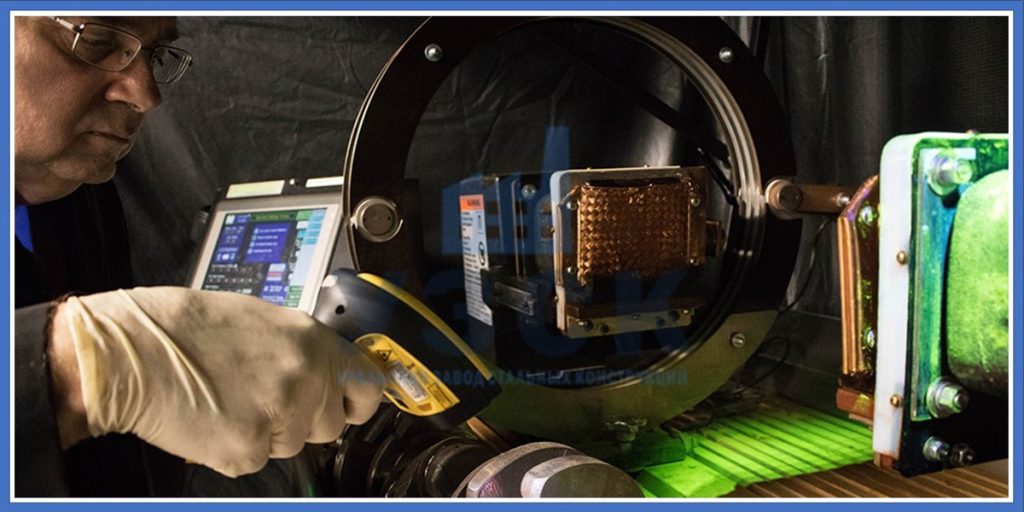
УЗК — ультразвуковой контроль, позволяющий осуществить контроль качества сварных швов, тем самым исключить дефекты;
Ультразвуковая толщинометрия, с помощью которой ОТК определяет толщину металла;
ПВК — (капилярный метод контроля), позволяет выявить дефектные участки на поверхности емкости, фильтра, компенсатора и т.д… ООО ПО «Синергия» применяет цветной метод капиллярной дефектоскопии для выявления невидимых или слабо видимых невооруженным глазом поверхностных и сквозных дефектов (трещины, поры, раковины, непровары, межкристаллическая коррозия, свищи и т.д.) в объектах;
ВИК — Визуально-Измерительный контроль проводится измерительным инструментом позволяющим контролировать сварные соединения и геометрические размеры деталей выпускаемой продукции;
РК-Рентгенографический контроль -контроль сварных соединений позволяет выявлять наличие в них пор, непроваров, шлаковых, вольфрамовых окисных и других включений, подрезов, трещин.
МК-Магнитопорошковый метод выявляет дефекты (трещины и другие несплошности) выходящие на поверхность материала и находящиеся под поверхностью материала. Применим только к ферромагнитным материалам.